|
TOP
冷再生机铣刨材料磨蚀试验台的设计
[ 编辑:admin | 时间:2012-10-12 13:36:17
| 浏览:4580次 | 来源:中国市政建设网 | 作者: ]
冷再生机铣刨材料磨蚀试验台的设计
李呼 ,王淑娴,麻庆武,刘忠 摘 要:在这里我们介绍了一种冷再生机铣刨材料磨损参数方面的估测研究方法,来比较准确地测量不同材料磨损系数。通过测定的参数来估测对铣刨刀头影响程度的大小,估测特定材料在特定磨蚀环境下刀头所表现出来的机械特性。由此,在新的刀头设计制造中我们可以对刀头的机械的使用寿命进行控制,从而来提高铣削生产率。 关键词:冷再生机;估测;铣刨刀头;寿命;生产率Design of Test Bench used inCold Recyling Machine Milling Material Wear and Tear Li Hu,Wang Shu Xian,Ma Qing Wu,Liu Zhong (Shen Yang North Traffic Heavy Industry Group,Shen Yang 110142 China) Abstract:Here weintroduce a method of cold recyling of milling material wear parameters with respect to the estimation of research methods,tomore accurately measuring the wear coefficient of different materials.through the fixed parameters to estimate the milling and planing cutter head influence size,estimation of specific materials in a specific environment ,cutter abrasion performance mechanical properties.Thus in the new design and manufacture the cuuter head can be the tool bit service life of the machine control,so as to improve the milling efficiency. Key words: cold recycing machine;estimation;milling cutter head;life;production efficency 1引言 由于沥青路面的硬度、结构组成不同,当冷再生机铣刨刀头在铣削破损沥青路面时必然要受到破旧路面及基层骨料的反作用而磨蚀刀头。刀头的磨蚀,不仅降低了铣刨刀头的使用寿命而且也大大地降低了铣刨的工作效率,缩短了更换刀头的使用周期,致使冷再生机的生产率降低。由于刀头的强烈磨损,这甚至成为冷再生机刀头铣削技术的主要障碍之一。通过研究破损路面及基层骨料的磨蚀性及其规律,不仅可以提高冷再生机刀头的使用寿命,降低制造成本,并且还可以作为改进铣刨刀头的设计依据。在研究磨蚀性时,磨蚀系数是铣刨机械等设计及使用中要引入的重要参数之一。 2 试验台工作原理 该试验台主要由加压装置、磨料仓、旋转平台、测试装置等部分组成。当加压装置给磨料施加压力时,使磨料与测试圆片之间产生一定的压力,旋转平台带动测试圆片旋转,使测试圆片与磨料产生相对滑动进行摩擦。通过测试装置测出转速、压力等参数,再经过计算得出摩擦系数。工作压力由上部的液压缸提供,容器内放置磨料,测试圆片安装于选装平台上。 工作部分采用圆盘式摩擦片进行磨蚀实验,这种工作方式优点在于位于圆盘不同直径处拥有不同的工作速度,这样更能模拟实际的工作环境已获得更准确地估测值。总体结构示意图如图1所示:
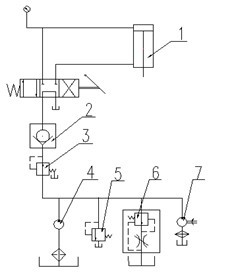
图1 磨蚀试验台总体结构示意图 1.液压缸 2.加压装置 3.压力传感器 4.磨料仓 5.磨料仓定位架 6.动力传动系统3主要构成 3.1加压装置 加压装置的加压方式采用液压缸加压。采用液压方式加压可以方便压力的调节,使液压系统的操控性更强,而且在磨料的体积发生变化的情况下,通过液压控制阀的调节可以使压力保持不变。 3.2磨料仓 磨料仓采用圆筒式容器,圆形有很好的压力特性,考虑到磨料对容器的磨损,在长时间运行下会使壁厚降低,所以对仓壁选择耐磨高强板。 3.3旋转平台 旋转平台的动力由液压马达和加速器等传动部件组成,摩擦方式采用旋转地相对运动进行摩擦试验,试验材料做成圆片状,将试验材料安装于一个旋转平台上,由这个旋转地平台带动试验圆片在一定压力的磨料中进行旋转摩擦试验,主轴上安装有转速传感器。由于摩擦会产生热量,所以旋转平台所选的速度应不高于100r/min,系统的热量问题要根据实际运行以后系统达到热平衡状态下的温度来决定是否增加散热装置。 4液压系统 4.1液压传动系统 液压传动系统如图2所示
图2 液压传动系统原理图 1.液压缸 2.单向阀 3.定压减压阀 4.单向液压泵 5.安全阀 6.调速阀 7.液压马达4.2液压系统说明 加压装置液压回路由定压加压阀和单向阀以及一个三位四通阀组成,在受到反向推力时由于单向阀的锁定作用活塞杆不会缩短。 当三位四通阀处于中间位置时,液压缸回路直接与油箱连接,回路出口压力为零,这时定压减压阀打开,液压泵的出口直接引回油箱,这样可以实现系统的无负载启动,有利于保护电动机以及液压泵、液压马达不受启动负载造成的冲击载荷影响。 当三位四通阀位于左位时,高压回路接通液压缸的底部,使液压缸进行伸出动作。当液压缸运行到工作位置时,由于磨料对液压缸的反作用力,会使液压缸底部的压力逐渐增加,当压力增大到定压减压阀调定值的时候,定压减压阀阀口流通面积减小出口压力保持恒定。通过定压减压阀调节压力,压力表能精确显示压力。 当三位四通阀位于右位时,液压缸进行收缩运动。由于液压缸的收缩运动不承受很大的拉力,只承受自身的重力,所以在进行收缩运动时定压减压阀出口压力不会很大,液压缸能完全收缩。 5摩擦系数的确定 在工作装置的主轴上安装有转速测量装置,在加压装置上装有压力传感器。在测量塑性变形较大磨料的时候,由于液压缸行程的限制,有可能液压缸已经达到最大行程而磨料的实际压力还没有达到预定值,这样需要进行二次加压,当磨料填满料仓的时候用加压装置对磨料进行加压,然后退出加压装置,再次将磨料填满磨料仓,这个过程可以重复多次。这样可以保证磨料体积有较大的变化空间,而不会使行程造成的压力失效。磨蚀系数f由F=Nf来确定,其中摩擦力F由T/r=9550P/n×r来确定经过整合得:f=9550P×K/n×r×N 式中: f—磨蚀系数 P—摩擦盘轴输出功率 (kw) r—摩擦盘任意点处半径 (mm) n—摩擦盘轴转速 (r/min) N—摩擦盘压力 (Mpa) K—修正系数 由于各种误差的存在,需要在测试数据的推导过程中引入一个修正系数K,用来修正估计值与真实值的差别,这个修正值需要进行实践来获得。通过对实际材料的测量,与实际条件的真实值相比较而获得更准确的修正值。 6结论 这样在拥有该材料的磨蚀系数后,在设计铣刨刀头时就可以利用这个近似准确而有利得参数设计出针对实际情况的切削刀头,从而降低了制造成本,提高了刀头的使用寿命,也大大提高了生产率。 [参考文献] [1]章宏甲,黄宜主编.液压传动.北京:机械工业出版社,1992 [2]单辉祖主编.材料力学教程.北京:高等教育出版社,2004 [3]乐兑谦主编.金属切削原理.第二版.北京:机械工业出版社,1993 [4]郑林庆主编.摩擦学原理.北京:高等教育出版社,1994 [5]赵文光.道路的就地冷再生.建筑机械与施工工业化,1997,16(2):31-32 作者简介:李呼(1983-),男,助理工程师,主要从事路面冷再生机动力传动系统的设计。 分享到:
相关新闻
评论
|
  热门文章
|